5. Tube is splitting/cracking on outside of bend radius
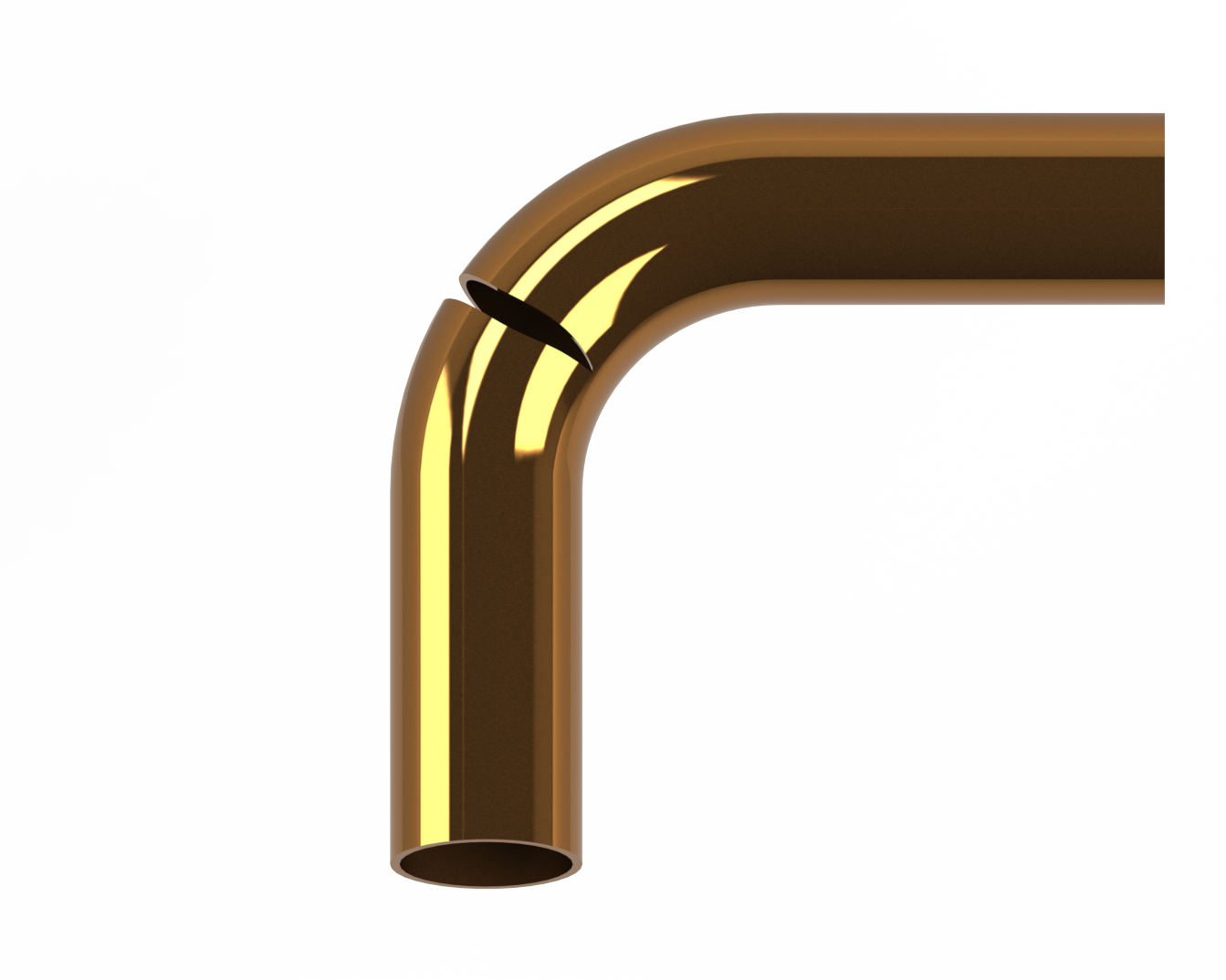
Sometimes it seems like a tube simply won’t bend, and instead has a tendency to simply crack or rip. It’s important to note here that there are two distinctly different types of breakage.
Firstly, a ductile material failure, this is seen where the tube has visibly stretched and thinned before eventually reaching breaking point.
Secondly, a brittle failure can be seen if the tube appears to have simply snapped. This is often quite abrupt, with little signs of the tube stretching. The edges of a brittle failure can appear clean and shiny.
Materials that are particularly hard tend to exhibit brittle failure, whereas grades of mild steel or the 300 series stainless steels tend to bend more easily, but could be prone to ductile breakage in certain situations.
The solution is simply to prevent the outside of the tube from stretching beyond its limit. We recommend ensuring a heavy drawing lubricant is used on the mandrel to prevent metal on metal resistance. You should also ensure the mandrel is not positioned too far forwards, as the tube cannot bend around the mandrel body if positioned incorrectly, and this can cause breakage. It can also be the case that the tube is being squeezed too hard by the pressure die, preventing material from flowing, this may need backing off a little.
If the above are not successful, it might be that the amount of pressure die assist should be increased, or on some machines it may be possible to boost/push the end of the tube. These changes will help to push material into the bend, and reduce the stress on the outside of the bend.
Should any of the changes above solve the cracking issue, but introduce other problems, you should fault find these issues separately.